Литьё (Casting) - это
Технологический процесс изготовления отливок
Уровень культуры литейного производства в средние века
Содержание 1. Из истории художественного литья
2. Сущность литейного производства
3. Типы литейного производства
4. Изготовление отливок в песчаных формах - Модельный комплект -Формовочные и стержневые смеси 5. Изготовление отливок специальными способами литья - Литье в оболочковые формы - Литье по выплавляемым моделям
- Центробежное литье и центробежный метод литья
- Литьё в кокиль
- Литьё под давлением
- Литьё по выплавляемой модели
- Литьё по газифицируемым (выжигаемым) моделям
6. Изготовление отливок из различных сплавов - Изготовление отливок из серого чугуна - Изготовление стальных отливок
- Изготовление отливок из алюминиевых сплавов
- Изготовление отливок из магниевых сплавов
- Изготовление отливок из медных сплавов
- Изготовление отливок из тугоплавких сплавов
Литьё — это технологический процесс изготовления отливок, заключающийся в заполнении литейной формы расплавленным материалом (литейным сплавом, пластмассой, некоторыми горными породами) и дальнейшей обработке полученных после затвердевания изделий.
Из истории художественного литья
Археологические исследования доказали широкое распространение и высокий уровень культуры литейного производства в средние века. В VI — VII вв. произошло выделение специалистов-ремесленников, занимающихся художественным литьем из бронзы и драгоценных металлов. Начиная с IX — Х вв. применяется литье по восковой модели. В XI в. появились каменные литейные формы.
Помимо производства литых украшений для знати и среднего сословия (ювелирное производство) литейщики удовлетворяли многочисленные бытовые нужды населения, особенно в период образования Киевской Руси. В это время отливали котелки, палицы, кресты, иконки складные, бронзовые зеркала, паникадила, колокола, многие из которых сохранились до настоящего времени.
 1.1 Колосс Родосский (292—280 гг. до н. э.), бронза
1.1 Колосс Родосский (292—280 гг. до н. э.), бронзаКиев в течение двух столетий был художественным центром, из которого во все концы страны расходились готовые изделия, а с образованием мелких самостоятельных княжеств и возникновением в них своих ремесленных мастерских перенимались лучшие технические достижения, заимствовались формы и приемы литейного дела.
В XII в. появились кустарные литейки в Смоленском княжестве и Новгороде. Мастера-литейщики высоко ценились в государстве. Так, согласно списку "Русская Правда", за убийство ремесленника - литейщика устанавливалось наказание — побор в казну, вдвое превышающий побор за убийство "простого" человека.
Киев сильнее других городов пострадал от татарского нашествия, вследствие чего торговые пути, проходившие через него, оказались закрытыми. Торговля и промышленность начинали перемещаться в северные области Древней Руси. Наибольшую выгоду из сложившейся обстановки сумели извлечь Тверское, Московское княжества и особенно Великий Новгород. Именно в этих землях начинает бурно развиваться производство художественных изделий. Так, например, в 1342 г. новгородский епископ Василий, желая украсить Софийский Собор, приглашает из Москвы "мастера добра, именем Бориса".
При Дмитрии Донском и его преемнике Василии I в сложившейся обстановке перед русскими литейщиками ставится задача овладения искусством изготовления пушек. Их производство началось на Руси в 1393 г.
В 1474 г. Иван III дает наказ своему послу в Венеции С. Толбузину пригласить в Москву опытного зодчего, который бы хорошо знал литейное производство. Этот наказ С. Толбузин выполнил блестяще, привезя с собой в том же году мастера Аристотеля Фиораванти.
В 1478 г. в Москве Фиораванти построил пушечный литейный завод, находившийся в Китай-городе и носивший название "Пушечная изба". Позднее он возвел на реке Неглинке новый завод, названный "Пушечный двор". В XVII в. был построен еще один государственный завод — "Гранатный двор" (завод находился в Гранатном переулке в Москве).
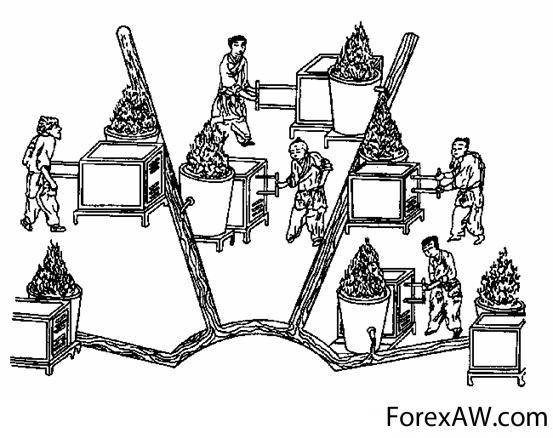 1.2 Заливка формы (китайский рисунок)
1.2 Заливка формы (китайский рисунок)Присоединение к Москве Тверского княжества и особенно Великого Новгорода со всеми их обширными владениями (1480) вызвало опасения у Тевтонского ордена, Швеции, хана Ахмата, Литвы в связи с изменением соотношения сил на границах с Московией. Московскому правительству приходилось решать вопрос, существовать ли образовавшемуся государству в качестве самостоятельной политической единицы, по-старому прозябать в роли данника татар или стать колонией западных соседей.
В XV — XVII вв. на созданных заводах было отлито большое количество пушек. Опытные пушечные мастера весьма высоко ценились в Московском государстве. Пушки, помимо своего прямого назначения, являлись художественными произведениями с богатым декором, изящными лафетами (литейщики А. Чохов, Е. Данилов, А. Григорьев, М. Осипов, И. Моторин и др.).
Одним из интересных образцов орудий является знаменитая Царь-пушка (1586), свидетельствующая о блестящем мастерстве литейщика Андрея Чохова. Имя этого русского пушечного и колокольного мастера впервые упоминается в 1568 г., а в последний раз в 1623 г. А. Чохов отлил множество пушек, которые отличаются большими размерами, великолепной отделкой и превосходным качеством работы. Он был придворным литейщиком и оставил после себя многочисленных учеников. Ему же принадлежит отливка стоствольной пушки-органа.
Отливка колоколов со сложным декором (изображениями святых, портретами царей, затейливой вязью церковных текстов) немало способствовала совершенствованию художественного бронзового литья. Уже с первой половины XVIII в. отливались большие колокола массой от 130 до 160 т, в том числе знаменитый Царь-колокол массой 200 т. Бронза русских пушек содержала 7 — 11% олова, до 2% цинка и 0,4 — 1% свинца. Для колоколов применялась бронза с большим содержанием олова. Так, бронза Царь-колокола содержит 17,21% олова и 81,94% меди, остальное — примеси.
Огромное значение для развития литья имело, в частности, создание Петергофских фонтанов с литыми свинцовыми фигурами, изготовленными голландскими и английскими мастерами. В конце первой четверти XVIII в. заказы на изготовление скульптуры за рубежом значительно сократились, так как в Петербурге стали отливать скульптуры из свинца в мастерских Б. К. Растрелли и Ф. Вассу, а также на Васильевском острове в Мастерских избах.
 1.3 Ф. Ф. Щедрин. Марсий (1776), отлито с гипсового оригинала, бронза
1.3 Ф. Ф. Щедрин. Марсий (1776), отлито с гипсового оригинала, бронзаОтливки статуй золотились. В Летнем саду стояла свинцовая скульптурная композиция, изображающая Эзопа и различных животных — персонажей эзоповских басен. Свинцовые статуи Петергофских фонтанов прослужили до начала 30-х гг. XVIII в., к этому времени они обветшали и деформировались.
В России начало развитию статуарного литья было положено в первой четверти XVIII в., в царствование Петра I. Тогда появились выдающиеся скульптурные произведения, отлитые в бронзе. Техника литья и в допетровское время была на сравнительно высоком уровне, но тогда она находила применение главным образом в отливке пушек, колоколов, в прикладном декоративном искусстве. В технике литья того времени в значительной мере преобладало влияние итальянских мастеров, но с XV в. начала создаваться московская школа художников, отличающаяся богатством сюжетов и орнаментировки, высокой техникой литья и тонкостью чеканки.
Наиболее известный мастер скульптуры первой половины XVIII в. — Бар-толомео Карло Растрелли (1675 — 1744). В 1716 г. он был приглашен Петром I из Франции и, переехав в Россию, остался в ней до самой смерти. Именно здесь Растрелли, не создавший ничего значительного до 1716 г., получил широкие возможности для творчества. Он создал ряд выдающихся произведений портретной монументальной и декоративной пластики. Большой известностью пользуется его бронзовый бюст — портрет Петра I (1724), в котором не только мастерски передано сходство, но и создан выразительный художественный образ, очень верно показаны властность и неукротимая энергия Петра I.
Вершин русской реалистической скульптуры XVIII в. достигло творчество Федота Ивановича Шубина (1740 — 1805), отличающегося большим упорством в достижении цели, настойчивостью, огромным трудолюбием. Этими чертами характера он напоминает своего знаменитого земляка — М. В. Ломоносова. Девятнадцатилетним юнцом Шубин пришел из Холмогор в Петербург и попал в незадолго до этого открытую Академию художеств. Он изучал анатомию, перспективу, литейное дело, свойства различных материалов. Шубин создал целую галерею характеристических образов современной эпохи.
Художником, творчество которого проникнуто яркой эмоциональностью, просветительскими идеями, был Михаил Иванович Козловский (1753 — 1802). В 1801 г. Козловский выполнил свою знаменитую статую "Самсон, раздирающий пасть льва" для фонтана Петергофа. Самсон был символом победы русских войск над шведами.
В 1799 — 1801 гг. Козловский создает памятник А. В. Суворову, установленный в Петербурге и принесший ему мировую известность. Суворов представлен в виде бронзового рыцаря в латах и шлеме, прикрывающего жертвенник и порывисто взмахивающего мечом. Козловский уже с самого начала работы над статуей обратился к языку аллегории. Он желал создать не портрет, а символическое изображение, прославляющее русское воинство и его вождя после победы Суворова в Италии и легендарного Альпийского похода. Статуя великого полководца была первым монументальным памятником в России, созданным и отлитым отечественным художником и мастером.
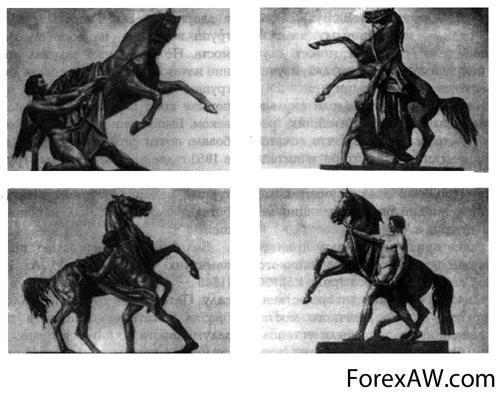 1.4 П. К. Клодт. Укрощение коня (1833 – 1850), бронза
1.4 П. К. Клодт. Укрощение коня (1833 – 1850), бронзаКрупным мастером монументально-декоративной скульптуры начала XIX в. был Феодосии Федорович Щедрин (1751 — 1825). Широкую известность получила его композиция, изображающая привязанного к дереву сатира Марсия.
Дарование русских художников ярко проявилось при создании скульптур Большого каскада Петродворца. Вместо свинцовых статуй были выполнены новые скульптуры из бронзы — "Самсон" М. И. Козловского, "Сирены", "Персей", "Нева" Ф. И. Шубина, "Волхов" И. П. Прокофьева.
Выдающееся место среди скульпторов принадлежит Василию Ивановичу Демут-Малиновскому (1779 — 1846). На создание в 1813 г. произведения "Русский Сцевола" его вдохновили события Отечественной войны. Назвав фигуру "Русский Сцевола", скульптор сравнил подвиг русского крестьянина с подвигом легендарного римского воина Мупии Сцеволы.
Согласно преданию, в Древнем Риме во время войны римлян с этрусками (V в. до н. э.) римский юноша должен был пробраться в лагерь этрусков, чтобы убить паря Порсену, однако был схвачен. Порсена угрожал юноше жестокими пытками, требуя выдачи сообщников. Желая показать, что он не боится боли и смерти, Спевола опустил руку в огонь и не издал ни одного звука, пока рука не сгорела.
В 1812 г. военный историк А. И. Михайловский-Данилевский (адъютант М. И. Кутузова) описал подвиг неизвестного русского крестьянина, совершенный им в Отечественную войну. Наполеон, желая пополнить свое войско за счет русских, принуждал их встать на французскую службу, а чтобы прекратить побеги, повелел их клеймить, дабы поступивший в воинскую часть и пойманный после побега был расстрелян как дезертир. Выполняя императорское повеление, французы нанесли клеймо на руку одного из крестьян, попавшего в плен, Крестьянину, не знавшему, что это за клеймо, объяснили, что это знак вступления на службу к Наполеону. Тогда крестьянин, верный России, выдернул из-за пояса топор и отсек себе клейменую руку.
Ярким представителем того времени был скульптор Борис Иванович Орловский (1796 - 1837). Им изготовлена скульптура, отражающая сцену усмирения быка, "Ян Усмарь", но прежде всего он известен в истории русского искусства как автор памятников М. И. Кутузову и М. Б. Барклаю-де-Толли, установленных в Санкт-Петербурге (1828 - 1836).
Заметное место занимало творчество таких художников, как С. И. Гольбер, Н. С. Пименов, А. В. Логановский, И. П. Витали.
Крупнейшим мастером начала XIX в. был Иван Петрович Мартос (1754 — 1835). Среди многочисленных его скульптур наиболее выдающейся является памятник Минину и Пожарскому (1804 - 1818).
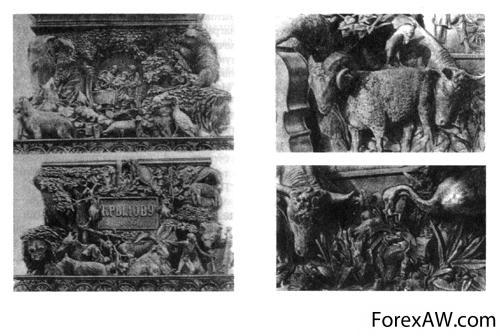 1.5 П. К. Клодт. Литые барельефы на памятнике И.А. Крылову (1848 – 1855), бронза
1.5 П. К. Клодт. Литые барельефы на памятнике И.А. Крылову (1848 – 1855), бронзаРеалистический характер носило творчество Петра Карловича Клодта (1805 — 1867). Он особенно прославился как мастер-анималист. И действительно, в русском искусстве первой половины XIX в. не было столь крупного знатока животных, как Клодт.
 1.6 И. П. Прокофьев. Актеон, преследуемый собаками (1748), отлито с гипсового оригинала, бронза
1.6 И. П. Прокофьев. Актеон, преследуемый собаками (1748), отлито с гипсового оригинала, бронзаВсеобщее признание Клодту принесли конные группы для Аничкого моста в Санкт-Петербурге. 20 ноября 1841 г. состоялось торжественное открытие нового Аничкого моста. На его западной стороне были установлены две бронзовые группы, а на восточной — две такие же гипсовые, окрашенные под бронзу. Повторные экземпляры обеих групп, отлитые из бронзы в 1842 г., так и не попали на предназначенное для них место; они были перевезены в Берлин и установлены на пьедесталах по обеим сторонам главных ворот королевского дворца. В 1843 — 1844 гг. Клодт в третий раз отлил бронзовые экземпляры и поставил их на восточной стороне моста. Им, однако, недолго пришлось оставаться на месте. Весной 1846 г. они были сняты и отправлены в Неаполь, где и поныне стоят у входа в дворцовый сад. Гипсовые экземпляры групп вернулись на восточную сторону моста. Но Клодт уже задумал продолжение начатого ансамбля и создал две новые группы — вырывающегося в яростном порыве коня и коня, укрощенного человеком. Выполнение новых моделей потребовало почти четырех лет труда, и только в 1850 г. две новые бронзовые группы были установлены вместо гипсовых. Скульптурный ансамбль, над которым Клодт работал около 18 лет, был наконец завершен.
Большой популярностью пользуется памятник баснописцу И. А. Крылову (1848 — 1855), установленный в Летнем саду Петербурга. Клодт изобразил писателя сидящим в глубокой задумчивости с книгой в руках, а на постаменте поместил барельефные изображения различных сцен из его басен с четырьмя аллегорическими женскими фигурами, означающими правосудие — с мечом и весами, силу — с копьем и мечом, веру — с крестом, мудрость — с зеркалом.
Последней крупной работой скульптора был памятник Николаю I в Петербурге (1856 — 1859). В техническом отношении этот памятник не имеет себе равных в скульптуре того времени. Клодт поставил бронзового коня на две точки (на задние ноги), что удалось ему в результате точнейшего расчета при отливке. Клодт по праву считается виртуозным мастером литья, все свои работы он отливал сам и, будучи профессором Академии художеств, долгое время руководил ее литейной мастерской.
Во второй половине XIX в. скульптура как бы отходит на второй план после живописи, что особенно относится к литой монументальной и декоративной скульптуре. Это вызвано протестом художников против академической системы преподавания — творить только на отвлеченные мифологические темы. Среди первых скульпторов, обратившихся к бытовому жанру, были С. И. Иванов, М. А. Чижов, В. А. Беклемишев, М. М. Антокольский и др.
Сергей Иванович Иванов (1828 — 1903) вошел в историю главным образом как автор статуи "Мальчик в бане" (1854). Без всякой слащавости и идеализации скульптор изобразил обливающегося водой крестьянского мальчика
 1.7 П. П. Трубецкой. Дети (1900), бронза
1.7 П. П. Трубецкой. Дети (1900), бронзаВ предреволюционные годы выделялись своими работами скульпторы И. Я. Гинзбург, С. Д. Меркуров, И. Д. Шадр, В. И. Мухина, М. Г. Манизер и др.
В самых ранних работах Веры Игнатьевны Мухиной (1889—1953) заметно тяготение к монументальности. После 1917 г. она участвовала в осуществлении государственного плана монументальной пропаганды. Ее станковые фигуры, утяжеленные объемы которых выражают мощь внутренней жизни, — "Ветер", "Крестьянка" (рис. 22). Во время Отечественной войны В. И. Мухина работала преимущественно в области портрета, неизменно связывая особенности человека с судьбой народа, позволяя ощутить героический пафос эпохи. В отливке "Партизанка" (рис. 23) ею создан символический образ девушки, пронизанный ненавистью к врагу и несокрушимой уверенностью в победе над ним. В послевоенный период В. И. Мухина вновь возвратилась к монументальной скульптуре (памятник М. Горькому для Москвы, "Требуем мира", памятник П. И. Чайковскому в Москве и др.).
Пресловутым декретом Советского государства от 12.04.1918 г. "О снятии памятников, воздвигнутых в честь царей и их слуг, и выработке проектов памятников социалистической революции" перед скульпторами и литейщиками была поставлена задача создания памятников "революционной трудовой России" и организации базы для их реализации в металле.
Небольшая мастерская бронзового художественного литья была создана в Петербурге Губполитпросветом. Первая монументальная отливка в этой мастерской выполнена в 1922 г. — памятник Н. А Некрасову (скульптор В. В. Лишев). Затем при государственном меднообрабатывающем заводе "Красный выборжец" (1924 г.) был организован "Художественный монументальный бронзолитейный отдел". В связи с этим был выпущен проспект, в котором сообщалось, что на заводе "Красный выборжец" для отливки "употребляется исключительно так называемая художественная сукрасная бронза с цинковой лигатурой, не превышающей 6%". Сукрасная бронза, сообщалось далее, совершенно не чувствительна к температурным переменам, как бы резки они ни были, и не поддается изменениям при атмосферных осадках. На этом заводе было отлито около трети всех сооружаемых в стране художественных монументов по моделям скульпторов А. М. Опекушина, М. М. Антокольского, В. А. Беклемишева, Н. А. Андреева и др. Ежемесячно на заводе отливалось более 3 т художественного литья.
В 1932 г. эта литейная мастерская стала именоваться «Мастерской художественного литья комбината наглядной агитации и пропаганды» Ленсовета, она тиражировала для населения скульптурные портреты вождей революции. В 1939 г. мастерская стала заводом бронзового и чугунного литья "Монументскульптура".
 1.8 Е. В. Вучетич. Воин-освободитель (1946-1949), бронза
1.8 Е. В. Вучетич. Воин-освободитель (1946-1949), бронзаВ период с 1924 по 1932 г. на заводе были отлиты памятники В. И. Ленину для более чем 20 городов страны по моделям В. В. Лишева, М. Г. Манизера, И. Гинзбурга и других ведущих художников. Из наиболее значительных работ следует отметить памятник Т. Г. Шевченко для Харькова (М. Г. Манизер) и памятник В. И. Ленину для Минска (этого же автора). По модели Н. В. Томского отлит памятник С. М. Кирову (масса 18 т, высота фигуры 7,5 м), по проекту В. В. Боголюбова и В. И. Ин-гола — памятник С. Орджоникидзе. С 1938 по 1941 г. заводом было отлито 30 памятников С. М. Кирову для различных городов страны. По проектам М. Г. Манизера было отлито 80 скульптурных фигур для станции "Площадь революции" Московского метрополитена.
В 1944 г. завод вернулся из эвакуации и приступил к производству художественного литья. На нем были восстановлены памятники многих городов страны и отлиты многочисленные памятники героям Великой Отечественной войны и деятелям науки и искусства.
Одним из замечательных памятников, отлитых на заводе, является памятник советским воинам, павшим в борьбе с фашизмом, сооруженный по проекту скульптора Е. В. Вучетича в Трептов-парке в Берлине. Высота фигуры воина-освободителя 12,6 м.
Позднее Художественным фондом РСФСР был организован Мытищинский завод имени народного художника Е. Ф. Белашовой, где также были отлиты и выполнены многочисленные скульптурные работы, в частности памятники Ю. Долгорукому и А. В. Суворову в Москве.
Сущность литейного производства
Литейное производство — отрасль машиностроения, занимающаяся изготовлением фасонных заготовок или деталей путем заливки расплавленного металла в специальную форму, полость которой имеет конфигурацию заготовки (детали). При охлаждении залитый металл затвердевает и в твердом состоянии сохраняет конфигурацию той полости, в которую он был залит. Конечную продукцию называют отливкой. В процессе кристаллизации расплавленного металла и последующего охлаждения формируются механические и эксплуатационные свойства отливок.
 1.9 Раскалённая руда
1.9 Раскалённая рудаЛитьем получают разнообразные конструкции отливок массой от нескольких граммов до 300 т, длиной от нескольких сантиметров до 20 м, со стенками толщиной 0,5—500 мм (блоки цилиндров, поршни, коленчатые валы, корпуса и крышки редукторов, зубчатые колеса, станины станков, станины прокатных станов, турбинные лопатки и т. д.).
Для изготовления отливок применяют множество способов литья:
в песчаные формы , в оболочковые формы, по выплавляемым моделям, в кокиль, под давлением, центробежное литье и др. Область применения того или иного способа литья определяется объемом производства, требованиями к геометрической точности и шероховатости поверхности отливок, экономической целесообразностью и другими факторами.
Типы литейного производства
Всякое производство, в том числе и литейное, характеризуется трудоемкостью и номенклатурой выпускаемой продукции.
Различают следующие основные типы литейного производства:
единичное, серийное и массовое.
Единичное производство характеризуется выпуском в небольших количествах самого разнообразного литья. Производство отдельных отливок может периодически повторяться.
Серийное производство характеризуется периодичным выпуском литья ограниченной или широкой номенклатуры значительными или небольшими партиями.
Массовое производство характеризуется непрерывным выпуском в больших количествах определенной номенклатуры литья. Примером массового производства может служить выпуск в огромных количествах однообразных отливок литейными цехами автомобильных и тракторных заводов.
Серийность производства оказывает большое влияние на выбор методов изготовления форм, на характер применяемого оборудования и работу литейного цеха. Если единичное производство характеризуется применением ручных методов труда, малой механизацией производственных процессов, незначительным количеством применяемой оснастки, то в массовом и серийном рационально применять наиболее технически совершенное и высокопроизводительное оборудование, большое количество специальных приспособлений.
Изготовление отливок в песчаных формах Модельный комплект
Модельный комплект — это совокупность технологической оснастки и приспособлений, необходимых для образования в форме полости, соответствующей контурам отливки. В модельный комплект включают модели, модельные плиты,- стержневые ящики,. модели элементов литниковой системы и другие приспособления.
Литейная модель - приспособление, при помощи которого в литейной форме получают полость с формой и размерами близкими к конфигурации получаемой отливки. Литейные модели бывают неразъемными, разъемными, с отъемными частями и др.
 1.10 Литейное производство
1.10 Литейное производствоМодельная плита — металлическая плита с закрепленными на ней моделями и элементами литниковой системы. Ее применяют, как правило, при машинной формовке.
Стержневой ящик — приспособление, служащее для изготовления стержней. Стержневые ящики бывают цельными, разъемными, вытряхными и др.
Формовочные уклоны 4 служат для удобства извлечения модели из формы без ее разрушения и для свободного удаления стержня из стержневого ящика. Уклоны выполняют в направлении извлечения модели из формы.
Галтели 5 — скругления внутренних углов поверхностей модели. Галтели облегчают извлечение модели из формы, предотвращают появление трещин и усадочных раковин в отливке.
Конфигурация стержневых знаков и их размеры должны обеспечивать легкую установку стержней в форму и их устойчивость. С этой целью предусматривают специальные замки. Припуски на механическую обработку, формовочные уклоны, галтели, размеры стержневых знаков регламентированы ГОСТами.
Модели и стержневые ящики для единичного и серийного производства изготовляют деревянными, а для массового производства— из чугуна, алюминиевых сплавов, пластмассы.
Формовочные и стержневые смеси
Формовочные материалы — это совокупность природных и искусственных материалов, используемых для приготовления формовочных и стержневых смесей. В качестве исходных материалов используют формовочные кварцевые пески и литейные формовочные глины. Глины обладают связующей способностью и термохимической устойчивостью, что позволяет получать отливки без пригара.
 1.11 Форма для литья
1.11 Форма для литьяФормовочная смесь — это многокомпонентная смесь формовочных материалов, соответствующая условиям технологического процесса изготовления литейных форм. Формовочные смеси по характеру использования разделяют на облицовочные, наполнительные и единые.
Облицовочная смесь — это формовочная смесь, используемая для изготовления рабочего слоя формы. Такие смеси содержат повышенное количество исходных формовочных материалов (песка и глины) и имеют высокие физико-механические свойства.
Наполнительная смесь — это формовочная смесь для наполнения формы после нанесения на модель облицовочной смеси. Поэтому ее приготовляют путем переработки оборотной смеси с малым количеством исходных формовочных материалов (песка в глины). Облицовочные и наполнительные формовочные смеси используют при изготовлении крупных и сложных отливок.
Единая смесь — это формовочная смесь, применяемая одновременно в качестве облицовочной и наполнительной смеси. Такие смеси применяют при машинной формовке и на автоматических линиях в серийном и массовом производствах. Единые смеси приготовляют из наиболее огнеупорных песков и глин с наибольшей связующей способностью, чтобы обеспечить их долговечность.
Формовочные смеси должны иметь высокую огнеупорность, достаточную прочность и газопроницаемость, пластичность, податливость и т. д.
Огнеупорность — способность смеси и формы сопротивляться размягчению или расплавлению под воздействием температуры расплавленного металла. Чем крупнее песок, тем меньше в нем примесей и пыли и чем больше кремнезема, тем более огнеупорна смесь. При низкой огнеупорности на поверхности отливки образуется пригар - прочное соединение формовочной или стержневой смеси с поверхностью отливки.
Прочность — способность материала формы не разрушаться при извлечении модели из формы, транспортировании и заливке форм. Прочность формовочной смеси увеличивается с увеличением содержания глины, с уменьшением размеров зерен песка, плотности.
Газопроницаемость — способность смеси пропускать через себя газы. Газопроницаемость тем выше, чем больше песка в формовочной смеси и чем он крупнее, а также чем меньше содержание глины в формовочной смеси.
Пластичность — способность деформироваться без разрушения и точно воспроизводить отпечаток модели.
Податливость — способность формы или стержня сжиматься при усадке отливки.
Стержневая смесь — это многокомпонентная смесь формовочных материалов, соответствующая условиям технологического процесса изготовления литейных стержней. Стержни при заливке расплавленного металла испытывают значительные тепловые и механические воздействия по сравнению с формой, поэтому стержневые смеси должны иметь более высокую огнеупорность, газопроницаемость, податливость, малую газотворную способность, легко выбиваться из отливок и т. д.
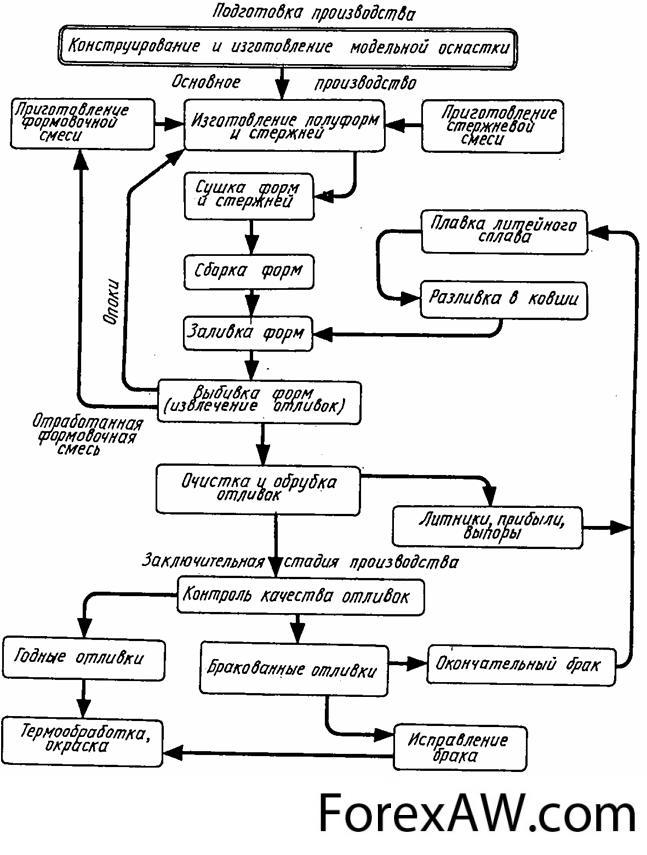 1.12 Схема литейного производство
1.12 Схема литейного производствоЖидкостекольные смеси, используемые для изготовления литейных стержней и литейных форм, приготовляют из кварцевых песков с содержанием не более 3,5 % глины, связующего материала — жидкого стекла с добавкой 10 %-ного раствора едкогонатра. Отверждение смеси осуществляется продувкой углекислым газом.
Холоднотвердеющие смеси (ХТС), используемые для стержней, приготовляют из кварцевого песка, связующих материалов — карбамидофурановых, фенолоформальдегидных смол и др. В качестве катализаторов применяют ортофосфорную или азотную кислоту и ее соли. Продолжительность отверждения смесей составляет 1—20 мин.
Изготовление отливок специальными способами литья
Точность геометрических размеров, шероховатость поверхности отливок, полученных в песчаных формах, во многих случаях не удовлетворяет требованиям современной техники. Поэтому быстрыми темпами развиваются специальные способы литья: в оболочковые формы, по выплавляемым моделям, кокильное, под давлением, центробежное и другие, позволяющие получать отливки повышенной точности, с малой шероховатостью поверхности, минимальными припусками на механическую обработку, а иногда полностью исключающие ее, обеспечивают высокую производительность труда и т. д.
Известно множество разновидностей литья:
в песчаные формы (ручная или машинная формовка);
в стержневые формы
в многократные (цементные, графитовые, асбестовые формы);
в оболочковые формы;по выплавляемым моделям;
по замораживаемым ртутным моделям;
центробежное литье;
в кокиль;
литьё под давлением;
по газифицируемым моделям;
по выжигаемым моделям;
вакуумное литьё;
электрошлаковое литьё;
литье с утеплением.
Так как разновидности литья различаются одновременно по многим разнородным признакам, то возможны и комбинированные варианты, например, электрошлаковое литьё в кокиль.
При наиболее распространённом литьё в песчаные формы изготовляется литейная модель (ранее — деревянная, в настоящее время часто используются пластиковые модели, полученные методами быстрого прототипирования), копирующая будущую деталь. Модель засыпается песком или формовочной смесью (обычно песок и связующее), заполняющей пространство между ею и двумя открытыми ящиками (опоками). Отверстия в детали образуются с помощью размещённых в форме литейных песчаных стержней, копирующих форму будущего отверстия. Насыпанная в опоки смесь уплотняется встряхиванием, прессованием или же затвердевает в термическом шкафу (сушильной печи). Образовавшиеся полости заливаются расплавом металла через специальные отверстия — литники. После остывания форму разбивают и извлекают отливку. После чего отделяют литниковую систему (обычно это обрубка), проводят термообработку,
Литьём называют также продукцию литейного производства, художественные изделия и изделия народных промыслов, полученные с использованием литья.
Литье в оболочковые формы
Оболочковые формы (разъемные, тонкостенные), изготовляют следующим образом: металлическую модельную плиту, нагретую до температуры 200—250 °С, закрепляют на опрокидывающем бункере с формовочной смесью и поворачивают его на 180°. Формовочная смесь, состоящая из мелкозернистого кварцевого песка (93—96 %) и термореактивной смолы ПК-104 (4—7 %), насыпается на модельную плиту и выдерживается 10—30 с. От теплоты модельной плиты термореактивная смола в пограничном слое переходит в жидкое состояние, склеивает песчинки с образованием песчано-смоляной оболочки толщиной 5—20 мм в зависимости от времени выдержки. Бункер возвращается в исходное положение, излишки формовочной смеси ссыпаются на дно бункера, а модельная плита с полутвердой оболочкой 4 снимается с бункера и нагревается в печи при температуре 300—350 °С в течение 1—1,5 мин, при этом термореактивная смола переходит в твердое необратимое состояние. Твердая оболочка снимается с модели специальными толкателями. Аналогично изготовляют и вторую полуформу.
Готовые оболочковые полуформы склеивают быстротвердеющим клеем на специальных прессах, предварительно установив в них литейные стержни, или скрепляют скобами. Кроме оболочковых форм этим способом изготовляют оболочковые стержни, используя нагреваемые стержневые ящики. Оболочковые формы и стержни изготовляют на одно- и многопозиционных автоматических машинах и автоматических линиях.
Заливка форм производится в вертикальном или горизонтальном положении. При заливке в вертикальном положении литейные формы помещают в опоки-контейнеры и засыпают кварцевым песком или металлической дробью для предохранения от преждевременного разрушения оболочки при заливке расплава.
 1.13 Процес литья
1.13 Процес литьяЛитье в оболочковые формы обеспечивает высокую геометрическую точность отливок, так как формовочная смесь, обладая высокой подвижностью, дает возможность получать четкий отпечаток модели. Точность отпечатка не нарушается потому, что оболочка снимается, с модели без расталкивания. Повышенная точность формы позволяет в 2 раза снизить припуски на механическую обработку отливок. Применяя мелкозернистый кварцевый песок для форм, можно снизить шероховатость поверхности отливок. Высокая прочность оболочек позволяет изготовлять формы тонкостенными, что значительно сокращает расход формовочных материалов и т. д. В оболочковых формах изготовляют отливки с толщиной стенки 3—15 мм и массой 0,25—100 кг для автомобилей, тракторов, сельскохозяйственных машин из чугуна, углеродистых сталей, сплавов цветных металлов.
Литье по выплавляемым моделям
Этим способом отливки получают путем заливки расплавленного металла в формы, изготовленные по выплавляемым моделям многократным погружением в керамическую суспензию с последующими обсыпкой и отверждением.
Разовые выплавляемые модели изготовляют в пресс-формах из модельных составов, состоящих из двух или более легкоплавких компонентов (парафина, стеарина, жирных кислот, церезина и др.).
Модельный состав в пастообразном состоянии запрессовывают в пресс-формы. После затвердевания модельного состава пресс-форма раскрывается и модель выталкивается в ванну с холодной водой. Затем модели собирают в модельные блоки с общей литниковой системой. В один блож объединяют 2—100 моделей.
Керамическую суспензию приготовляют тщательным перемешиванием огнеупорных материалов (пылевидного кварца, электрокорунда и др.) со связующим — гидролизованным раствором этил-силиката.
Формы по выплавляемым моделям изготовляют погружением модельного блока в керамическую суспензию , налитую в емкость с последующей обсыпкой кварцевым песком в специальной установке. Затем модельные блоки сушат 2—2,5 ч на воздухе или 20—40 мин в среде аммиака. На модельный блок наносят четыре—шесть слоев огнеупорного покрытия с последующей сушкой каждого слоя.
Модели из форм удаляют выплавлением в горячей воде. Для этого их погружают на несколько минут в бак , наполненный водой , которая устройством нагревается до температуры 80—90 °С .
После охлаждения отливки форма разрушается. Отливки на обрезных прессах или другими способами отделяются от литников и для окончательной очистки направляются на химическую очистку в 45 %-ном водном растворе едкого натра, нагретом до температуры 150 °С. После травления отливки промывают проточной водой, сушат, подвергают термической обработке и контролю.
Центробежное литье и центробежный метод литья
Центробежный метод литья (центробежное литье) используется при получении отливок, имеющих форму тел вращения. Подобные отливки отливаются из чугуна, стали, бронзы и алюминия. При этом расплав заливают в металлическую форму, вращающуюся со скоростью 3000 об/мин.
При центробежном литье сплав заливают во вращающиеся формы; формирование отливки осуществляется йод действие центробежных сил, что обеспечивает высокую плотность и механические свойства отливок.
Центробежным литьем отливки изготовляют в металлических, песчаных, оболочковых формах и в формах для литья по выплавляемы моделям на центробежных машинах с горизонтальной или вертикальной осью вращения.
Под действием центробежной силы расплав распределяется по внутренней поверхности формы и, кристаллизуясь, образует отливку. Центробежным способом можно получить двухслойные заготовки, что достигается поочередной заливкой в форму различных сплавов. Кристаллизация расплава в металлической форме под действием центробежной силы обеспечивает получение плотных отливок.
При этом, как правило, в отливках не бывает газовых раковин и шлаковых включений. Особыми преимуществами центробежного литья является получение внутренних полостей без применения стержней и большая экономия сплава в виду отсутствия литниковой системы. Выход годных отливок повышается до 95 %.
В нашем производстве используют машины с горизонтальными осями вращения. Широким спросом пользуются отливки втулок, гильз и других заготовок, имеющих форму тела вращения, произведенные с помощью метода центробежного литья. Что такое центробежное литье?
Центробежное литье — это способ получения отливок в металлических формах. При центробежном литье расплавленный металл, подвергаясь действию центробежных сил, отбрасывается к стенкам формы и затвердевает. Таким образом получается отливка. Этот способ литья широко используется в промышленности, особенно для получения пустотелых отливок (со свободной поверхностью). Преимущества технологии центробежного литья
Технология центробежного литья обеспечивает целый ряд преимуществ, зачастую недостижимых при других способах, к примеру:
Высокая износостойкость. Высокая плотность металла. Отсутствие раковин. В продукции центробежного литья отсутствуют неметаллические включения и шлак. Применение Центробежным литьем получают литые заготовки, имеющие форму тел вращения:
втулки
венцы червячных колес
барабаны для бумагоделательных машин
роторы электродвигателей.
Наибольшее применение центробежное литье находит при изготовлении втулок из медных сплавов, преимущественно оловянных бронз.
По сравнению с литьем в неподвижные формы центробежное литье имеет ряд преимуществ: повышаются заполняемость форм, плотность и механические свойства отливок, выход годного. Однако для его организации необходимо специальное оборудование; недостатки, присущие этому способу литья: неточность размеров свободных поверхностей отливок, повышенная склонность к ликвации компонентов сплава, повышенные требования к прочности литейных форм.
Литьё в оболочковые формы Литьё в оболочковые формы, способ получения фасонных отливок из металлических сплавов в формах, состоящих из смеси песчаных зёрен (обычно кварцевых) и синтетического порошка (обычно фенолоформальдегидной смолы и пульвер-бакелита). Предпочтительно применение плакированных песчаных зёрен (покрытых слоем синтетической смолы). Оболочковую форму получают одним из двух методов. Смесь насыпают на металлическую модель, нагретую до 300°С, выдерживают в течение нескольких десятков сек до образования тонкого упрочнённого слоя, избыток смеси удаляют. При использовании плакированной смеси её вдувают в зазор между нагретой моделью и наружной контурной плитой. В обоих случаях необходимо доупрочнение оболочки в печи (при температуре до 400°С) на модели. Полученные оболочковые полуформы скрепляют, и в них заливают жидкий сплав. Во избежание деформации форм под действием заливаемого сплава перед заливкой их помещают в металлический кожух, а пространство между его стенками и формой заполняют металлической дробью, наличие которой воздействует также на температурный режим охлаждающейся отливки.
Этим способом изготавливают различные отливки массой до 25 кг. Преимуществами способа являются значительные повышение производительности по сравнению с изготовлением отливок литьём в песчаные формы, управление тепловым режимом охлаждения отливки и возможность механизировать процесс.
Литьё в кокиль
Литьё металлов в кокиль — более качественный способ. Изготавливается кокиль — разборная форма (чаще всего металлическая), в которую производится литьё. После застывания и охлаждения, кокиль раскрывается и из него извлекается изделие. Затем кокиль можно повторно использовать для отливки такой же детали.
Литьё в кокиль, кокильное литьё, способ получения фасонных отливок в металлических формах — кокилях. В отличие от других способов литья в металлические формы (литьё под давлением, центробежное литьё и др.), при литье в кокиль заполнение формы жидким сплавом и его затвердевание происходят без какого-либо внешнего воздействия на жидкий металл, а лишь под действием силы тяжести. Основные операции и процессы: очистка кокиля от старой облицовки, прогрев его до 200—300°С, покрытие рабочей полости новым слоем облицовки, простановка стержней, закрывание частей кокиля, заливка металла, охлаждение и удаление полученной отливки. Процесс кристаллизации сплава при литье в кокиль ускоряется, что способствует получению отливок с плотным и мелкозернистым строением, а следовательно, с хорошей герметичностью и высокими физико-механическими свойствами. Однако отливки из чугуна из-за образующихся на поверхности карбидов требуют последующего отжига. При многократном использовании кокиль коробится и размеры отливок в направлениях, перпендикулярных плоскости разъёма, увеличиваются.
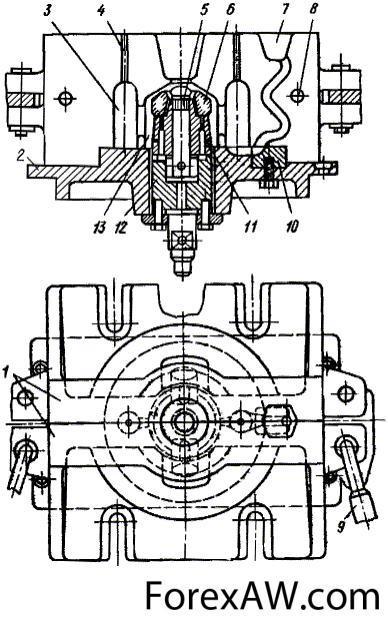 1.14 Литьё в кокиль
1.14 Литьё в кокильВ кокилях получают отливки из чугуна, стали, алюминиевых, магниевых и др. сплавов. Особенно эффективно применение кокильного литья при изготовлении отливок из алюминиевых и магниевых сплавов. Эти сплавы имеют относительно невысокую температуру плавления, поэтому один кокиль можно использовать до 10000 раз (с простановкой металлических стержней). До 45 % всех отливок из этих сплавов получают в кокилях. При литье в кокиль расширяется диапазон скоростей охлаждения сплавов и образования различных структур. Сталь имеет относительно высокую температуру плавления, стойкость кокилей при получении стальных отливок резко снижается, большинство поверхностей образуют стержни, поэтому метод кокильного литья для стали находит меньшее применение, чем для цветных сплавов. Данный метод широко применяется при серийном и крупносерийном производстве.
Литьё под давлением
ЛПД занимает одно из ведущих мест в литейном производстве. Производство отливок из алюминиевых сплавов в различных странах составляет 30—50 % общего выпуска (по массе) продукции ЛПД. Следующую по количеству и разнообразию номенклатуры группу отливок представляют отливки из цинковых сплавов. Магниевые сплавы для литья под давлением применяют реже, что объясняется их склонностью к образованию горячих трещин и более сложными технологическими условиями изготовления отливок. Получение отливок из медных сплавов ограничено низкой стойкостью пресс-форм. Номенклатура выпускаемых отечественной промышленностью отливок очень разнообразна. Этим способом изготовляют литые заготовки самой различной конфигурации массой от нескольких грамм до нескольких десятков килограмм. Выделяются следующие положительные стороны процесса ЛПД:
Высокая производительность и автоматизация производства, наряду с низкой трудоёмкостью на изготовление одной отливки, делает процесс ЛПД наиболее оптимальным в условия массового и крупносерийного производств.
Минимальные припуски на мехобработку или не требующие оной, минимальная шероховатость необрабатываемых поверхностей и точность размеров, позволяющая добиваться допусков до ±0,075 мм на сторону.
Чёткость получаемого рельефа, позволяющая получать отливки с минимальной толщиной стенки до 0,6 мм, а также литые резьбовые профили.
Чистота поверхности на необрабатываемых поверхностях, позволяет придать отливке товарный эстетический вид.
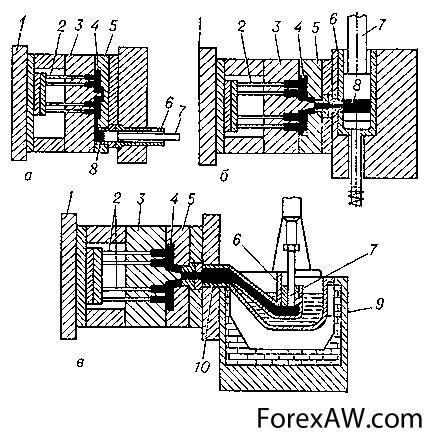 1.15 Литьё под давлением
1.15 Литьё под давлениемТакже выделяют следующие негативное влияние особенностей ЛПД, приводящие к потере герметичности отливок и невозможности их дальнейшей термообработки:
Воздушная пористость, причиной образования которой являются воздух и газы от выгорающей смазки, захваченные потоком металла при заполнении формы. Что вызвано неоптимальными режимами заполнения, а также низкой газопроницаемостью формы.
Усадочные пороки, проявляющиеся из-за высокой теплопроводности форм наряду с затрудненными условиями питания в процессе затвердевания.
Неметаллические и газовые включения, появляющиеся из-за нетщательной очистки сплава в раздаточной печи, а также выделяющиеся из твёрдого раствора.
Задавшись целью получения отливки заданной конфигурации, необходимо чётко определить её назначение: будут ли к ней предъявляться высокие требования по прочности, герметичности или же её использование ограничится декоративной областью. От правильного сочетания технологических режимов ЛПД, зависит качество изделий, а также затраты на их производство. Соблюдение условий технологичности литых деталей, подразумевает такое их конструктивное оформление, которое, не снижая основных требований к конструкции, способствует получению заданных физико-механических свойств, размерной точности и шероховатости поверхности при минимальной трудоёмкости изготовления и ограниченном использовании дефицитных материалов. Всегда необходимо учитывать, что качество отливок, получаемых ЛПД, зависит от большого числа переменных технологических факторов, связь между которыми установить чрезвычайно сложно из-за быстроты заполнения формы.
Основные параметры, влияющие на процесс заполнения и формирования отливки, следующие:
давление на металл во время заполнения и подпрессовки;
скорость прессования;
конструкция литниково-вентиляционной системы;
температура заливаемого сплава и формы;
режимы смазки и вакуумирования.
Сочетанием и варьированием этих основных параметров, добиваются снижения негативных влияний особенностей процесса ЛПД. Исторически выделяются следующие традиционные конструкторско-технологические решения по снижению брака:
регулирование температуры заливаемого сплава и формы;
повышение давление на металл во время заполнения и подпрессовки;
рафинирование и очистка сплава;
вакуумирование;
конструирование литниково-вентиляционной системы;
Также, существует ряд нетрадиционных решений, направленных на устранение негативного влияние особенностей ЛПД:
заполнение формы и камеры активными газами;
использование двойного хода запирающего механизма;
использование двойного поршня особой конструкции;
установка заменяемой диафрагмы;
проточка для отвода воздуха в камере прессования;
Литьё по выплавляемой модели
Ещё один способ литья металлов — по выплавляемой модели — применяется в случаях изготовления деталей высокой точности (например лопатки турбин и т. п.) Из легкоплавкого материала: парафин, стеарин и др., (в простейшем случае — из воска) изготавливается точная модель изделия и литниковая система. Наиболее широкое применение нашёл модельный состав П50С50 состоящий из 50 % стеарина и 50 % парафина, для крупногобаритных изделий применяются солевые составы менее склонные к короблению. Затем модель окунается в жидкую суспензию на основе связующего и огнеупорного наполнителя. В качестве связующего применяют гидролизованный этилсиликат марок ЭТС 32 и ЭТС 40, гидролиз ведут в растворе кислоты, воды и растворителя (спирт, ацетон). В настоящее время в ЛВМ нашли применения кремнезоли не нуждающиеся в гидролизе в цеховых условиях и являющиеся экологически безопасными. В качестве огнеупорного наполнителя применяют: электрокорунд, дистенсилиманит, кварц и т. д. На модельный блок (модель и ЛПС) наносят суспензию и производят обсыпку, так наносят от 6 до 10 слоёв. С каждым последующим слоем фракция зерна обсыпки меняются для формирования плотной поверхности оболочковой формы. Сушка каждого слоя занимает не менее получаса, для ускорения процесса используют специальные сушильные шкафы, в которые закачивается аммиачный газ. Из сформировавшейся оболочки выплавляют модельный состав: в воде, в модельном составе, выжиганием, паром высокого давления. После сушки и вытопки блок прокаливают при температуре примерно 1000 для удаления из оболочковой формы веществ способных к газообразованию. После чего оболочки поступают на заливку. Перед заливкой блоки нагревают в печах до 1000. Нагретый блок устанавливают в печь и разогретый металл заливают в оболочку. Залитый блок охлаждают в термостате или на воздухе. Когда блок полностью охладится его отправляют на выбивку. Ударами молота по литниковой чаше производится отбивка керамики, далее отрезка ЛПС.Таким образом получаем отливку.
 1.16 Литьё бронзы
1.16 Литьё бронзыВ силу большого расхода металла и дороговизны процесса ЛВМ применяют только для ответственных деталей.
Процесс литья по выплавляемым моделям базируется на следующем основном принципе:
- Копия или модель конечного изделия изготавливаются из легкоплавкого материала.
- Эта модель окружается керамической массой, которая затвердевает и образует форму.
- При последующем нагревании (прокалке) формы модель отливки расплавляется и удаляется.
- Затем в оставшуюся на месте удаленного воска полость заливается металл, который точно воспроизводит исходную модель отливки.
Литьё по газифицируемым (выжигаемым) моделям
Литьё по газифицируемым моделям (ЛГМ) из пенопласта по качеству фасонных отливок, экономичности, экологичности и высокой культуре производства наиболее выгодно. Мировая практика свидетельствует о постоянном росте производства отливок этим способом, которое в 2007 году превысило 1,5 млн т/год, особенно популярна она в США и Китае (в одной КНР работает более 1,5 тыс. таких участков), где всё больше льют отливок без ограничений по форме и размерам. В песчаной форме модель из пенопласта при заливке замещается расплавленным металлом, так получается высокоточная отливка. Чаще всего форма из сухого песка вакуумируется на уровне 50 кПа, но также применяют формовку в наливные и легкоуплотняемые песчаные смеси со связующим. Область применения ЛГМ — отливки массой 0,1-2000 кг и более, тенденция расширения применения в серийном и массовом производстве отливок с габаритными размерами 40-1000 мм, в частности, в двигателестроении для литья блоков и головок блоков цилиндров и др.
На 1 тонну годного литья расходуется 4 вида модельно-формовочных (неметаллических) материалов:
кварцевого песка — 50 кг,
противопригарного покрытия — 25 кг,
пенополистирола — 6 кг,
плёнки полиэтиленовой — 10 кв.м.
Отсутствие традиционных форм и стержней исключает применение формовочных и стержневых смесей, формовка состоит из засыпки модели песком с повторным его использованием на 95-97 %.
Изготовление отливок из различных сплавов Изготовление отливок из серого чугуна
Серый чугун является наиболее распространенным материалом для изготовления различных отливок. В сером чугуне углерод содержится в виде графита, который имеет пластинчатую форму. Серый чугун маркируют СЧ10—СЧ25 и т. д. Буквы обозначают принадлежность данного сплава к серым чугунам, цифры показывают временное сопротивление разрыву.
Серый чугун обладает высоким временным сопротивлением (100— 450 МПа), повышенной твердостью (НВ 140—283), малым относительным удлинением (s == 0,2—0,5 %).
На структуру и свойства серого чугуна существенное влияние оказывают его химический состав и скорость охлаждения отливок в форме. Углерод, кремний и марганец улучшают механические и литейные свойства чугуна. Сера вызывает отбел в тонких частях отливок и снижает жидкотеку честь. Фосфор придает чугуну хрупкость. Поэтому содержание серы и фосфора в сером чугуне должно быть минимальным. Увеличение скорости охлаждения достигается путем уменьшения толщины отливки и увеличения теплопроводности литейной формы.
На структуру и свойства серого чугуна существенное влияние оказывают его химический состав и скорость охлаждения отливок в форме. Углерод, кремний и марганец улучшают механические и литейные свойства чугуна. Сера вызывает отбел в тонких частях отливок и снижает жидкотекучесть. Фосфор придает чугуну хрупкость. Поэтому содержание серы и фосфора в сером чугуне должно быть минимальным. Увеличение скорости охлаждения достигается путем уменьшения толщины отливки и увеличения теплопроводности литейной формы. В тонких частях отливки у ее поверхности скорость кристаллизации будет выше, чем в более массивных частях и в сердцевине. Поэтому в тонких частях отливки образуется более мелкая структура с повышенным содержанием перлита и мелкими включениями графита, что обеспечивает высокие механические свойства этих зон. Там, где чугун затвердевает медленнее, образуется крупно
зернистая структура с малым содержанием перлита и крупными вклю-: чениями графита. Механические свойства этих зон низкие.
Механические свойства серого чугуна повышают легированием, модифицированием, термической обработкой и другими способами.
При легировании в расплавленный чугун вводят твердые или расплавленные легирующие элементы (никель, хром, титан и др.) в целях получения заданного химического состава и придания ему требуемых механических и эксплуатационных свойств.
При модифицировании в чугун вводят модификаторы (ферросилиций, силикокальций и др.) для измельчения структурных составляющих и равномерного их распределения по всему объему, что повышает механические свойства отливок.
Отливки из серого чугуна нашли широкое применение в станкостроении: станины станков, стойки, салазки, планшайбы, корпуса шпиндельных бабок и коробок передач, корпуса насосов, втулки вкладыши и др.; в автостроении; блоки цилиндров, гильзы, поршне вые кольца, кронштейны, картеры, тормозные барабаны, крыши и др.; в тяжелом машиностроении; в электротехнической промышленности и других отраслях машиностроения.
Изготовление стальных отливок
Для изготовления отливок используют углеродистые легированные стали. Литейные стали обозначают аналогично конструкционным сталям. В марках углеродистых литейных сталей 15Л, 20Л—60Л, легированных — ЗОХГСЛ, 15Х18Н9ТЛ, 110Г13Л и т. п. буква Л означает принадлежность к литейным сталям.
Углеродистые литейные стали обладают высокими временными сопротивлением (400—600 МПа), относительным удлинением (10—24 %), ударной вязкостью, достаточной износостойкостью при ударных нагрузках. Основной элемент, определяющий механические свойства углеродистых литейных сталей — углерод.
Литейные стали имеют плохие литейные свойства: пониженную жидкотекучесть, значительную усадку (до 2,5 %), что приводит к образованию усадочных раковин и пористости в отливках; стали склонны к образованию трещин.
Для плавки литейных сталей как правило, используют дуговые и индукционные печи. В последнее время для плавки стали широко начинают использовать плазменно-индукционные печи.
Производительность таких печей по сравнению с индукционной на 25—30 % выше, а расход электроэнергии значительно ниже.
В качестве шихтовых материалов применяют стальной лом, отходы собственного производства, передельный чугун, руду, флюсы и другие материалы. Стальные отливки преимущественно изготовляют в песчаных и оболочковых формах, литьем по выплавляемым моделям, центробежным литьем, литьем в облицованные кокили и другими способами.
Для предупреждения трещин, возникающих из-за неравномерной усадки отливки, формы изготовляют из податливых формовочных смесей. Кроме того, в отливках предусматривают технологические ребра, удаляемые при механической обработке.
Высокая температура заливки (1550—1650 °С) требует применения формовочных и стержневых смесей с высокой огнеупорностью. Литниковые системы для мелких и средних отливок выполняют по разъему или сверху, а для массивных — снизу (сифоном). В связи с низкой жидкотекучестью сталей площадь сечения питателей литниковой системы в 1,5—2 раза больше, чем при литье серого чугуна. Для получения высоких механических и эксплуатационных характеристик стальные отливки подвергают отжигу, нормализации и другим видам термической обработки.
Стальные отливки из углеродистых сталей используют в металлургии, станкостроении, автотракторной промышленности, трансфертном машиностроении и других отраслях. Из них изготовляют станины и валки прокатных станов, цилиндры, зубчатые колеса и т. д.
Изготовление отливок из алюминиевых сплавов
Для изготовления отливок используют алюминиевые сплавы АЛ1—АЛ15 и т. д. Буквы обозначают принадлежность данного сплава к литейным алюминиевым сплавам, цифры — порядковый номер сплава.
Алюминиевые сплавы имеют высокие временное сопротивление (150—340 МПа), относительное удлинение (1,5—12 %) и твердость (НВ 50—90). Кроме того, сплавы АЛ1, АЛ21 и другие имеют высокую теплопрочность, сплавы АЛ8, АЛ13 и другие повышенную коррозионную стойкость в морской воде и хорошо работают при вибрационных нагрузках. Все алюминиевые сплавы хорошо обрабатываются резанием.
Силумины (сплавы АЛ2, АЛ4, АЛ9) имеют высокую жидкотекучесть, малую усадку (0,8—1,1 %), не склонны к образованию горячих и холодных трещин, потому что они по химическому составу близки к эвтектическим сплавам (интервал кристаллизации 10— 30 °С).
В качестве шихтовых материалов используют технически чистый алюминий, силумины, отходы собственного производства, лигатуры и другие добавки. Для удаления водорода и неметаллических включений алюминиевые сплавы рафинируют, как правило, гексахлорэтаном, который при температуре 740—750 °С вводят в расплав в количестве 0,3—0,4 % массы расплава.
Отливки из алюминиевых сплавов широко используют в авиационной и ракетной технике, автомобильной, приборостроительной, машиностроительной, судостроительной и электротехнической промышленности. Из алюминиевых сплавов изготовляют блоки двигателей внутреннего сгорания, головки блоков, корпуса насосов, судовые винты авиационные детали, детали электро- и радиоаппаратов.
Изготовление отливок из магниевых сплавов
Для изготовления отливок используют магниевые сплавы которые обозначают МЛ 1—МЛ19. Буквы обозначают принадлежность данного сплава к литейным магниевым сплавам, цифры — порядковвый номер сплава.
Магниевые сплавы имеют высокие временное сопротивление (150—350 МПа), относительное удлинение (3—9 %) и твердости (НВ 30—70). Магниевые сплавы хорошо работают при динамических нагрузках, имеют удовлетворительную коррозионную стойкость способны работать с высокими нагрузками при температурах 200 - 300 °С, хорошо обрабатываются резанием. Механические свойства магниевых сплавов значительно повышаются после упрочняющей термической обработки.
Магниевые сплавы имеют низкие литейные свойства (пониженную жидкотекучесть, повышенную усадку, склонны к образованию трещин) главным образом из-за большого интервала кристаллизации. Кроме того, магниевые сплавы хорошо растворяют водород (до 24 см3/100 г металла), что затрудняет получение отливок без газовой пористости. Эти сплавы склонны к самовозгоранию при плавке и заливке форм.
В качестве шихтовых материалов применяют чушковый магнит и алюминий, отходы собственного производства, лигатуры, флюсы и др.
Отливки из магниевых сплавов изготовляют преимущественно литьем в песчаные формы и, кроме того, в кокиль, литьем под давлением и другими способами.
Магниевые сплавы, так же как и алюминиевые, при заливке могут окисляться и интенсивно захватывать оксиды. Поэтому для обеспечения плавного поступления металла в полость формы используют расширяющиеся литниковые системы с нижним или вертикальнощелевым подводом металла. Для задержания шлака применяют металлические фильтровальные сетки.
Для предотвращения загорания магниевого сплава в литейной форме в состав формовочных смесей вводят защитные присадки. Чтобы предотвратить загорание магния при заливке форм, струю расплавленного металла припыливают порошком серы. Образующийся при ее горении сернистый газ предотвращает загорание.
Отливки из магниевых сплавов широко используют в автомобильной промышленности, текстильном машиностроении, приборостроении, авиационной и ракетной технике и др. Из этих сплавов изготовляют корпуса насосов, детали арматуры, бензомасляную аппаратуру, корпуса приборов и инструментов, корпуса тормозных барабанов, и колес и т.п.
Изготовление отливок из медных сплавов
Для изготовления отливок используют медные сплавы, которые делят на бронзы (оловянные и безоловянные) и латуни. Бронзы обозначают, например, Бр05Ц5С5, БрА9ЖЗЛ, где первые две буквы означают принадлежность данного сплава к бронзам, остальные буквы показывают, какие элементы входят в состав бронзы (олово, цинк, свинец, алюминий, железо), а цифры, состоящие после букв — процентное содержание элементов в данном сплаве. Буква «Л» показывает, что эта бронза литейная.
Латуни обозначают, например, ЛЦ40МцЗА, ЛЦ23А6ЖЗМц2, где буква «Л» показывает принадлежность данного сплава к латуням, остальные буквы означают элементы, входящие в состав латуни (цинк, алюминий, железо, марганец), а цифры — их процентное содержание.
Медные сплавы (бронзы и латуни) имеют высокие временное сопротивление (196—705 МПа), относительное удлинение (3—20 %), коррозионные и антифрикционные свойства. Многие медные сплавы хорошо противостоят разрушению в условиях кавитации.
Оловянные бронзы имеют хорошую жидкотекучесть, достаточно высокую усадку (1,4—1,6 %). Эти бронзы затвердевают в большой интервале кристаллизации (150—200 °С), что обусловливает образование в отливках рассеянной пористости. Безоловянные бронзы обладают высокой жидкотекучестью и усадкой (1 6—2,4 %), затвердевают в малом интервале кристаллизации, что приводит к образованию в отливках сосредоточенных усадочных раковин.
Латуни имеют удовлетворительную жидкотекучесть, высокую усадку (1,6 - 2,2 %), затвердевают в интервале кристаллизации 30—70 °С, что обусловливает образование усадочных раковин и пористости. Все медные сплавы склонны к образованию трещин.
В качестве шихтовых материалов применяют чистую медь, отходи собственного производства, цинколово, свинец, железо, никеле и другие материалы.
При плавке на воздухе медь окисляется с образованием оксида меди. Для предохранения от окисления и поглощения водорода плавку ведут под слоем древесного угля. Нагретый до температуры 1200 °С расплав раскисляют фосфористой бронзой, затем вводят лигатуры или чистые металлы для получения требуемого химического состава. При необходимости расплав вторично расплавляют фосфористой бронзой.
Отливки из медных сплавов преимущественно (80 %) изготовляют литьем в песчаные формы и в оболочковые. Остальное количество отливок — литьем в кокиль, под давлением, центробежным литьем и др.
Из оловянных бронз изготовляют арматуру, шестерни, подшипники, втулки и др. Безоловянные бронзы используют как заменители оловянных. Их применяют для изготовления гребных винтов крупяных судов, тяжелонагруженных шестерен и зубчатых колес, корпусов насосов, арматуру для морской воды, детали химической и пищевой промышленности.
Латуни используют для изготовления различной арматуры для морского судостроения, работающей при температуре 300 °С, втулки и сепараторы подшипников, нажимные винты и гайки прокатных станов, червячные винты и другие детали.
Изготовление отливок из тугоплавких сплавов
Тугоплавкие металлы (титан, ванадий, хром и др.) имеют высокую химическую активность в расплавленном состоянии. Они активно взаимодействуют с кислородом, азотом, водородом и углеродом. Поэтому плавку этих металлов и их сплавов ведут в вакууме или в среде защитных газов. Для изготовления отливок наибольшее распространение получили титановые сплавы.
Основной способ производства титановых отливок — литье в графитовые формы, литье в оболочковые формы, изготовленные из нейтральных оксидов магния, циркония или из графитового порошка, в качестве связующего используют фенолформальдегидные смолы. При изготовлении мелких сложных тонкостенных отливок применяют формы, полученные по выплавляемым моделям.
Отливки из титановых сплавов применяют в судостроении (гребные винты, насосы), в турбиностроении (лопатки турбин, диски), в авиации (диски и лопатки компрессоров), в электронной и вакуумной технике и других отраслях.
Источники
works.tarefer.ru Рефераты
ru.wikipedia.org Википедия – свободная энциклопедия